Maxim Starikov1, Andrey Beljatynskij2, Irina Klimenko3
1Dept of Hoisting machines and mechanization of cargo handling works, Faculty Mechanization of ports, Odessa National Maritime University, Philatov str. 45 app. 24, Odessa, Ukraine
2Dept of Airport Reconstruction and Automobile Roads, Institute of Airport, National Aviation University, Kosmonavta Komarova ave 1, 03680 Kiev, Ukraine
3Dept of Economics, Natonal University of Transport, Suvorova str.1, 01010 Kiev, Ukraine
E-mail: starikovmax@rambler.ru, beljatynskij@mail.ru, kirak76@mail.ru
Abstract. Currently the problem of estimating the residual life of metal structures for lifting equipment is actual, since more than 90% exhausted its regulatory resources. In this paper we propose an approach to solving this problem by using the coercive force. It is shown that to determinate a damage of dangerous element of crane it is needed to know not only a coercive force but a stress. Mathematical model is proposed to determine the damage of metal ware.
Keywords: residual life, lifting machines, the coercive force, fatigue damage of metal.
- Introduction
The problem of exploitation of hoisting machines with expired service is the most urgent problem for operators and their organizations. Park handling equipment hopelessly aging, and purchase of new machines made with single samples. Such a situation exists in almost all post-Soviet states as a result of violations of the centralized supply of new cargo handling equipment at ports and on the enterprises of the country. Only in Ukraine, from 95 thousand operated hoisting machines, registered with Gosgorpromnadzor, over 68 thousand have developed their own regulatory resource. According to the expert technical center for the gantry crane DIALAB "average age of cranes in the ports of Ukraine is 26.3 years, the average degree of deterioration of the park in the industry - 95,2%. The most worn park cranes - in Ilyichevsk Commercial Sea Port (average age 32.3 years cranes); the youngest - in the southern port (average age 15.6 years). The average age of cranes in the port of Mariupol is 23 years, which is twice their standard life. This situation is exacerbated by the fact that the company did not buy a new cargo handling equipment, as previously used. Thus, according to Gosgorpromnadzor Ukraine in 2007, out of 100 purchased by construction companies cranes, only 18 were new. Fundamental change in the next decade is not expected, since the replacement of all lifting equipment with an expired service to the new - a serious problem that requires huge investments in the industry.
- Statement of research problems and a technique of their decision.
Further operation of cranes with an expired service without proper justification professionals is an increased risk of emergency situations and is not allowed according to (Ukrainian Standard НПАОП 0.00-1.01-07). Due to the lack of renewal of the handling equipment becomes necessary to bring into operation handling machines, which exhausted their normative life. Such decisions must be justified, after expert survey and a full technical examination. Due to the fact that the design of crane steel were laid significant safety factors, the dominant defect is the loss of physical properties of metals (embrittlement, changes in the endurance limit, yield strength, reduction of impact strength, etc.) To determine the extent of degradation of the physical properties of the metal used destructive methods of control (Школьник, 1978)(tests of samples taken from dangerous metal sites). Said method has significant drawbacks: a violation of the integrity of the metal, weakening of dangerous places by repair welding, the additional costs for repairing and so on. As an alternative method of destructive testing in recent years suggest methods of nondestructive testing: the control of the coercive force, acoustics, emission control, control by setting the hardness of the surface layer of metal and so on. The main requirement for the application of any parameter during the nondestructive testing is its large, monotonic change in the accumulation of damage. Known to date research (Болотин, 1984; Пустовой, 1987; Котельников, 2005; Лебедев, Музыка, Волчек, 2002; Петрова, 2009; Прохоров) have the following disadvantages:
- Virtually no research grade VSt3sp5 for changes in the process of cycle fatigue indicators such as coercive force, hardness, coefficient of variation of hardness. However, this grade of metal are made of steel, most issued before the early 1980's.
- Study to determine the dependence of the coercive force, hardness, and its scattering depending on the duration of use does not take into account the levels of stress in the test facility, and investigated according to the life of the property, developments in the duty hours and so on (Петрова, 2009).
- Some studies were performed on samples that were tested in a zone of low-cycle fatigue, while the metal cranes working in the area of multicycle fatigue (Прохоров).
2.1. Analysis of existing scientific research to assess the current state of metal and prediction of its residual life.
Current diagnostic methods can be divided into two major groups - the destructive and nondestructive testing.
Destructive testing methods require excavation of the metal from dangerous metal places with the subsequent manufacturing of samples for testing (tensile, impact toughness, fatigue, etc.).
Methods of nondestructive testing studies suggest metal without recesses of his metalwork.
For the diagnosis of handling machines is more appropriate non-destructive testing, since after his execution metalwork
does not require any repair welds, which weaken the metal structure. And one more important aspect is that the tests are not enough of a sample (for example, to construct the fatigue curve of the metal should be 30-45 samples). In this case, it might happen, you need all the studied object is fully used to prepare samples, which is impossible from a practical point of view.
The main drawback of most current at the moment regulations for assessment and determination of residual life of metal structures for lifting equipment is the use of such physical and mechanical properties of the metal, whose definition is carried out only by destructive testing (testing of samples of metal hoisting machine tension, cyclic strength, toughness etc.) (Березин, 1990).
At the present time to determine the technical state of the object using the physical and mechanical characteristics [50], which vary for the same metal depending on operating conditions. These include:
- Mechanical: elastic modulus, shear modulus, Poisson's ratio, tensile strength, yield strength, tensile strength, etc.
- Physical: density, anisotropy, crystallinity and crystal size, resistivity, permittivity, permeability, etc.
Distinguish the following methods for determining the physical and mechanical properties - acoustic, electromagnetic (eddy current), radiation, magnetic, electrical, etc.
The main disadvantage of direct application of these techniques - the need for initial information about the location of the most intense metal valve assemblies to assess their condition, the use of expensive devices for work, bringing to the work of highly skilled engineering staff.
The main directions of research on assessment and prediction of residual life of welded steel structures:
2.1.1. The method of witness samples
Samples from the same metal as the metal structure itself, mounted in the most loaded nodes. In this case, damage of the samples collected faster (due to the structural characteristics of the sample) than in the base metal. Faulty witness samples indicates accumulation at the site a certain degree of damage (Конаков, 2006).
By erosion we mean the value that determined by the formula: where n - the current developments in cycles; N - time between the cycles to failure. Such a definition corresponds to a linear damage accumulation theory. In this case, the initial moment of time D = 0, and the final D = 1.
2.1.2. The method of integral-type sensors
Same as above, but the role of witness samples carry a film of lead or aluminum (Москвин, 2006; Троценко, 2007), which are mounted in the most dangerous areas of metal. As a result of microshear leading to the accumulation of fatigue damage, the metal sensor in the sensor leads to irreversible deformation, a change in the microstructure of the sensor. The accumulation of damage in the sensor is much more intense than in the metal of metal-structure. As metal films assess the extent of damage accumulated in the metal. The main disadvantages of this method are:
- To assess the residual life of metal needed to sensors mounted before the operation design. In reality this is not always possible and therefore the time between metal until the installation of the sensors is determined based on the assumption of uniform intensity of use, which is rather an exception than the rule.
- To be able to draw conclusions, the sensor must have worked together with the steel structure 8 - 12 months, thus depriving the method efficiency.
- Sensor glue on prestressed metalwork. And in this case, the laws stress variation for the sensor element and the metal on which it is mounted, will differ by a constant.
2.1.3. Magnetic method (of the coercivе force)
Based on the experimentally established dependence between the values of coercive force in the metal and the degree of damage to the metal. The method is relatively new but rapidly developing. One of the first papers on the application of the method to the steel grades used in crane construction was (Прохоров), which investigated the dependence of the parameters of the hardness of the surface layer of welded specimens and the coercive force of the accumulated damage to 09G2S and VSt3sp5. Metal samples were prepared microsections. Since in most types of metal elements are connected by an automatic welding, the samples were made from two sheets connected by a butt weld with its subsequent processing. For the full study examined the properties of the base metal, metal heat-affected zone and seam metal itself. For damage accumulation in metal applied static tensile test and cyclic loading in low cycle fatigue. The degree of accumulated damage estimated by the ratio of the actual number of cycles to the number of cycles to failure.
As a result of experience, we found that there is a decrease of coercive force in all three zones in the accumulation of damage in the metal.
The results obtained are certainly of value, although they were obtained for the field of low-cycle fatigue. However, their application to the field of industrial machines requires further investigation, since the steel lifting machines operate in the zone of high-cycle fatigue under the plan, samples were cut across the rolling, but according to (Ukrainian Standard ГОСТ 7564-97) sampling for determining the mechanical properties must be carried along rolled steel, which significantly affects the results of the experiment.
One of the recent work in this area is (Котельников, 2007), the main provisions of which are furnished in (Ukrainian Standard МВ 0.00-7.01-05). To assess the extent of damage of the metal is suggested to use coercive force (Ukrainian Standard ГОСТ 30415-96), because it is sensitive to changes in the structure of the metal. It is shown that the coercive force depends on: the dislocation density, grain size, the number of inclusions per unit volume of plastic deformation, internal stresses. Achieving the coercive force certain value (depending on the brand of metal) testifies to its limit state. The error associated with the spread of the chemical composition of the steel makes for St3 ± 0,3 A / cm for 09G2S - ± 0,5 A / cm(Котельников, 2007). Unlike other methods (method of strain measurement, the method of photoelasticity, etc.), the magnetic diagnostics by the coercive force reacts to the restructuring occurring residual stresses, mounting tension. As a result of accumulated damage to the coercive force changes its value throughout the life of a structural element, regardless of the conditions and methods of loading. Noted that as a satisfactory weld connection status can be evaluated according to criteria of the magnetic control of the base metal at a distance of 10 to 15 mm from the weld seam width less than the distance between the poles of the sensor. With a wide weld control the coercive force is carried out separately - first by the base metal at a distance of 200 mm from the seam, then the immediate vicinity of the weld and finally at the weld centerline. It is shown that the initial value of coercive force in the weld is higher than in the base metal. However, in the base metal damage accumulation processes run faster and destruction occurs at the same values of coercive force.
Disadvantages:
- The coercive force has a maximum value in the direction of principal stresses. In this case, before work is necessary to know in advance the principal axes of stress in the experimental field. The principal axes can be determined either by calculation or experimentally (gradually turning the poles of a magnet). And, for example, a method based on the change in the scattering of hardness with increasing damage in the metal does not have this drawback, since based on a scalar parameter.
- Do not take into account a significant change in coercive force depending on the thickness of the metal under consideration, which requires a table to bring the values of coercive force, resulting in different thicknesses, to an equivalent value.
- The main type of testing, which subjected the samples - static stretching. This type of loading is not specific to crane steel structures. Tests to detect the variation of coercive force in fatigue tests of samples made in insufficient (4 samples for the four abstract modes of loading).
Option of coercive force is sensitive to the residual and assembly stresses. This fact is valuable, since no computational methods, nor the majority of experimental methods (eg. strain gauge experiment) can not determine the existence of a metal, residual stresses and their magnitude.
According to(Ukrainian Standard МВ 0.00-7.01-05), the coercive force in the accumulation of damage must rise, but the results of (Прохоров) contradict this assertion, that raises the need for more research in this direction.
2.1.4. The method, based on the experimentally established relationship between the scattering of the hardness of the metal and the degree of damage.
Interest to change the parameter of hardness as a result of accumulation of fatigue damage in metal came from researchers for a long time (Булычев, 1990; Марковец, 1979). In his work (Иванова, 1963) Ivanova summarizes work undertaken in this direction. The following describes the major trends identified by hardness:
- With the increasing number of cycles the amount of metal in which a change in the hardness increases, while the grains, which are the maximum stresses, the hardness increases. Then the increase in hardness in the hardest place stops and begins to decrease. The hardness of the same metal in neighboring volumes, where the operating voltage is less continues to rise. With further increase in the number of cycles the hardness in the amount of metal with a maximum voltage drops to its initial value and continues to decrease monotonically.
- Hardness of the samples brought to failure under various cyclic stresses are very similar to each other. It should be noted that if the measure directly to the hardness of the fracture surface, the differences in the values of firmness of the samples that were destroyed during cyclic and static loading, can not be detected.
- Hardness measurements of samples subjected to cyclic bending in asymmetric cycle, showed that the distribution of hardness along the sample length remains the same as for the samples tested under symmetrical load. Increasing the amplitude of cyclic stress at a constant number of cycles leads to qualitatively the same changes in hardness, which increased the number of cycles at constant amplitude cyclic stress.
Can be expected that the hardness of the surface layer of metal is an objective indicator that does not depend on the amplitude of the voltage, medium voltage cycle, the type of loading (tension, compression, bending and twisting), and varies in proportion to the accumulated damage in the metal.
Obtained in the dependence of the change in the hardness of the damaged metal has a rather shallow part of a range of cumulative damage from 0,7 to 1. If you use this relationship to determine the state of metal can be considerable error in estimating the degree of damage accumulation in metals using the experimental dependence in the above range of damage. However, it is this part of the dependence is of great interest in assessing the residual life of steel lifting machines with expired service life.
One of the recent studies on the behavior of the hardness of the metal is (Лебедев, Музыка, Волчек, 2002) that used with the technical control of the state of the metal active components by the hardness is very sensitive (the dependence is not always unambiguous) to transform the structure of the metal in the process of use. To quantify the effect of decreasing the homogeneity of the metal is suggested to use the coefficient of homogeneity and coefficient of variation for measuring the hardness (Лебедев, Музыка, Волчек, 2002; Петрова, 2009; Лебедев, Музыка, Волчек, 2003). These options allow you to evaluate the degree of damage of the metal on the first and second stages of destruction – i.e. before the development of the main crack.
Estimated damage of metal deformation loosening (irreversible increase in the pore). Were based on data from other researchers who have identified an increase in volume of the metal with increasing cumulative damage to it. During the experiment, measurements were made of hardness of the surface layer of metal pipes, which were operated for a long time and a similar new metal pipes. It was found that:
- if the service life under cyclic loading, as in the case of prolonged static loading, there is an increase of hardness.
- The hardness varies little with the accumulation of damage in the metal. More addictive shows the coefficient of homogeneity (m), which is a parameter Weibull distribution. Lower level m corresponds to the low degree of damage and vice versa.
The main disadvantages in terms of applicability to the diagnosis of metal-structure port handling machines are the following:
- Investigated VSt3sp5, 20HN3A, 17G1S, while the majority of metal MRG since 1980 are made of 09G2S.
- Much attention is mainly paid to the static tests, the results of which determine the relationship between the coefficient of variation of Vickers hardness and the erosion of the metal. However, the handling machines work in a cyclically varying loads.
- Research carried out regardless of the level of operating stress amplitude, while it is known (Коллинз, 1984) that different levels of operating stress amplitude correspond to the different laws of damage accumulation.
The most promising are the last two methods of control - the hardness of the surface layer of metal (either parameters computed on the basis of hardness) and the parameter of coercive force. However, as shown in this chapter, many aspects of their application is still not fully understood.
The main requirement when choosing this property - a good correlation between his change and the accumulation of damage in steel structures. The developed approach in order to evaluate the possibility of further exploitation of the reloading machine with outdated, based on the real state of the metal in hazardous areas, while maintaining their integrity. This will help remove any lifting machinery into two groups: valves with a large residual resource, which can be operated on; cranes, who have exhausted their resources in full and further operation of which will lead to accidents (Fig. 1).

Figure 1. Gantry crane accident
Recently, for the diagnosis of crane metal widely distributed magnetic method for setting the coercive force (Hc). Existing guidance on the definition of state of metal on the basis of the values of the coercive force (Ukrainian Standard МВ 0.00-7.01-05) indicate the difference of the laws change Hc depending on the level of stresses acting in the test cell. However, the results of experiments only for the four levels of stress.
The purpose of this paper is to propose a model by which you can find the variation of coercive force at an arbitrary level of stress. It is based on data from the experiment in Annex 6 (Ukrainian Standard МВ 0.00-7.01-05).
If the expert examination of metal gets into a dangerous element of the value of the coercive force Hc = 4 A / cm, then this information is not sufficient to assess the extent of accumulated damage. For uniqueness it is necessary to know what stresses acting in the element, since a high stress (350MPa), the acting stresses the value of Hc = 4 A / cm corresponds to 95% of the residual resource (Fig. 2), and low stress (200 MPa) - 10% residual resource.
- Results of solving tasks
For the convenience of the subsequent arguments we construct the dependence of Hc = f (N) in the coordinates of Hc, affection (D) (Fig. 2). By D we mean the damage (Voyiadjis, Kattan, 2005; Lee, Pan, Hathaway, Barkey, 2005) accumulated in the metal under the action of a certain number of cycles, but for simplicity we use a linear hypothesis of summation of damages for the determination of this parameter: D = n / N. According to the linear hypothesis of damage accumulation, n - number of cycles of loading, N - number of cycles of loading to fracture.
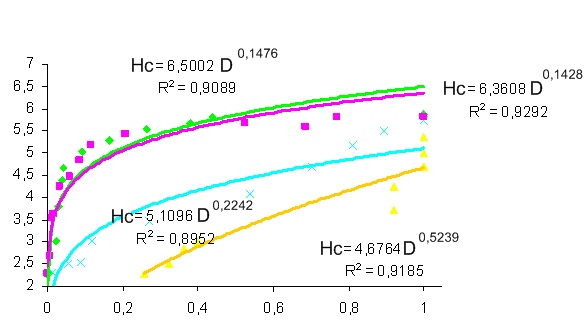
Figure 2. Dependence of the parameter Ns from damaged metal sample (green - 350 MPa; purple - 300MPa; turquoise - 250 MPa; yellow - 200 MPa).
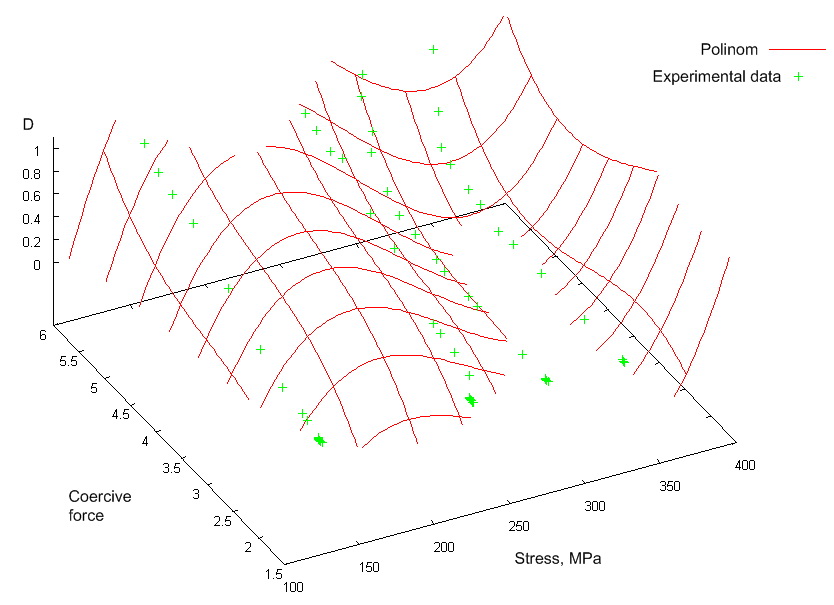
To overcome the complexities of approximating polynomial was constructed on the basis of experimental data. Approximation was carried out by least squares. Figure 3 shows a graph of the approximating polynomial and the experimental points.
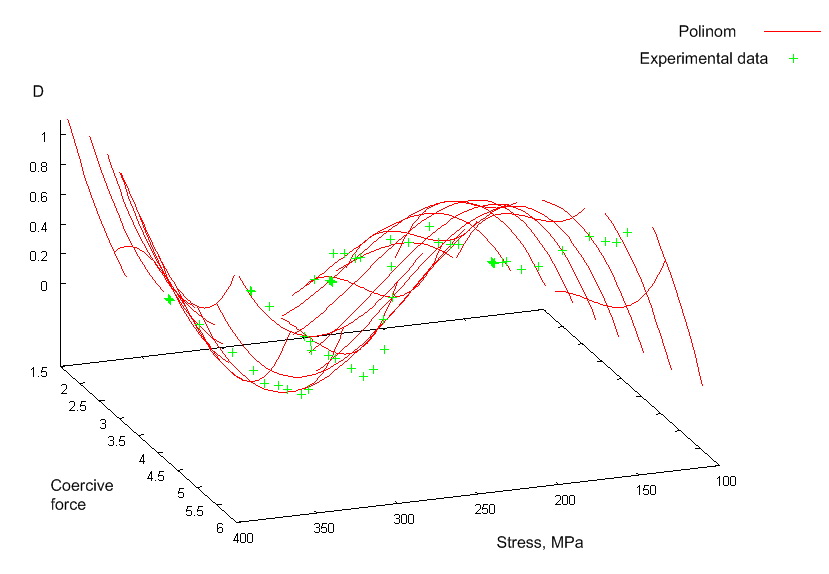
Figure 3. Approximating curve and the experimental data
The analytical expression for the polynomial has the form:
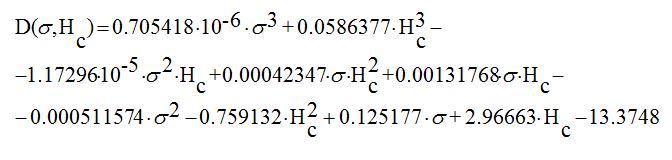
Knowing the stress in the metal site and the value of the coercive force it can determine the degree of accumulated fatigue damage. With this mathematical model, it is possible to predict with 95% probability that the accuracy of the damage will be within 30% of the absolute error. Error estimation was done using Pearson’s criteria.
Due to the large relative error in determining the damage of the most loaded metal sites are invited to use the option of coercive force for rapid assessment of the damage of the metal and the containment of dangerous places. After finding the dangerous places to be adopted more accurate (and usually less productive), another method, for example, the scattering of hardness.
- Conclusions
- Standard approach to determining the residual life of metal to date does not exist, and existing techniques have several significant drawbacks:
- Most approaches based on application of destructive testing, which entails a violation of the integrity of the investigated steel, the need for subsequent repair of the element from which the hollow metal, the additional time and expense;
- virtually no studies of one of the major brands VSt3sp5 of construction for most of the load-bearing elements of metal lifting equipment for the changes in the coercive force, hardness, hardness of the scattering in the high-cycle fatigue;
- in studies to identify these dependencies are not taken into account the stresses that existed in the test facility;
- tests were conducted in the area of low-cycle fatigue.
- Parameter used to evaluate the residual life, should refer to non-destructive inspection methods and meet the following requirements:
- parameter should vary in proportion to damage the metal;
- parameter must be monotonically increasing (decreasing) and a rather "strongly" depend on the metal accumulation of damage.
- A review to date of scientific papers on assessing the residual life of metal-structure of port handling machines for the study were selected indicators such as the hardness of the surface layer of metal, which characterizes the resistance to plastic deformation of the local volumes of metal and the coercive force.
- Upon review of the work turned out that there was conflicting information about the behavior of the parameter in the coercive force. According to some data, it increases in the accumulation of damage, according to other sources - is decreasing.
- To overcome this kind of ambiguity is necessary to hold a series of experiments to obtain qualitative and quantitative relationships between the studied parameters and damage accumulated in the metal as a result of cyclic loading, since, according to (Гохберг, 1976) for lifting equipment, heavy and very heavy modes , the reliability of metal structures by the resistance of fatigue.
- The dependence of the coercive force of the number of cycles that used lifting equipment is not unique and varies depending on the magnitude of maximum stress cycle, operating in dangerous sites.
- To estimate the residual life of metal structures for lifting equipment necessary to know the variation of coercive force at each level of stress.
- The model, which can be used to find the extent of the damage site on the metal values of stress and the coercive force.
- Due to the large error in determining the status of hazardous metal components in the parameter of the coercive force is proposed to use this method to find the most dangerous elements of crane steel structure and rapid diagnosis of their condition. For more accurate determination of damage accumulation in dangerous sites can be used such techniques as a method of scattering of hardness, etc.
References
НПАОП 0.00-1.01-07. Правила устройства и безопасной эксплуатации грузоподъемных кранов [NPAOP 0.00-1.01-07. Installation and safe operation of cranes ] Изд-во «Форт», 2007. – 256 с (in Russian).
Школьник Л. М. Методика усталостных испытаний [Shkolnik L. M. Methods of fatigue testing] М.: Металлургия, 1978. – 304 с (in Russian).
Болотин В. В. Прогнозирование ресурса машин и конструкций [Bolotin V. V. Forecasting of machines and structures resource] М.: Машиностроение, 1984. – 312 с (in Russian).
Пустовой В. Н. Диагностирование металлоконструкций портовых перегрузочных машин [Pustovoy V. N. Diagnosing the metal port-handling machines] М.: Транспорт, 1987. – 176 с (in Russian).
Котельников В. С., Янов Л. И., Попов В. А. и др. Паспорт магнитного контроля мостового крана [Kotelnikov V. S., Janov L. I. Popov V. A. and other Passport control of the magnetic crane] Подъемные сооружения. Специальная техника. 2005. – №12. – С. 20 – 22 (in Russian).
Лебедев А.А., Музыка Н.Р., Волчек Н.Л. Определение поврежденности конструкционных материалов по параметрам рассеяния характеристик твердости [Lebedev A. A., Muzyka N. R. Volchek N. L. Determination of damage of structural materials in the parameters of the scattering characteristics of hardness] Пробл. прочн. – 2002. – №4. – С. 5 – 12 (in Russian).
Петрова М. К. Оценка степени поврежденности металла неразрушающими методами контроля [Petrova M. K. Assessment of the extent of damage of the metal non-destructive methods] Всероссийская молодежная школа - конференция "Современные проблемы материаловедения": Сборник трудов, Пицунда, Абхазия. – М.: Издательство МИСИС, 2009. – С. 299 – 305 (in Russian).
Прохоров А. В. Магнитный контроль (по коэрцитивной силе) уровня накопленных усталостных повреждений при циклических нагрузках в сварных соединениях сталей 09Г2С и ВСт3сп5 [Prochorov A. V. Magnetic control (by the coercive force), the level of accumulated fatigue damage under cyclic loading in the welded joints 09G2S and VSt3sp5] (http://www.ogbus.ru/authors/Prokhorov/prokh1.pdf) (in Russian).
Березин А.В.; Отв. ред. Неперпаш Р. И. Влияние повреждений на деформационные и прочностные характеристики твердых тел [Berezin R. I. Effect of damage on deformation and strength properties of solids] монография // М.: Наука, 1990. – 135 с (in Russian).
Конаков О. А., Колмаков А. Я. Регистрация изменений ресурсных характеристик узлов сложнонагруженных крановых конструкций [Konakov O. A. Kolmakov A. J. Registration changes the resource characteristics of nodes slozhnonagruzhennyh crane structures] Тяжелое машиностроение. – 2006. – №1. – С. 26 – 27 (in Russian).
Москвин П. В. Разработка методики прогнозирования остаточного ресурса сварных металлоконструкций с использованием датчиков деформации интегрального типа: на примере мостовых кранов [Moskvin P. V. Develop methods to predict the residual life of welded steel with integral-type strain gauges: the case of bridge cranes] Дисс. … канд. техн. наук: 05.03.06, 05.02.11. – Челябинск, Юж.-Ур. гос. ун-т. – 127 с (in Russian).
Троценко Д. А., Давыдов А. К., Зайцев А. Н. Экспериментально–расчетный метод прогнозирования остаточного ресурса металлоконструкций мостовых кранов с использованием металлических пленок [Experimental and computational method of residual life forecasting of bridge cranes metal structures with metal films] Подъемные сооружения. Специальная техника. – 2007. - №7 . – С. 26 – 28 (in Russian).
ГОСТ 7564-97. Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний [Rolled. General rules for sampling, blanks and samples for mechanical and technological tests] М.: Изд-во стандартов, 1997. – 24 с (in Russian).
Котельников Владимир Семенович. Методы диагностирования и риск-анализа металлоконструкций грузоподъемных машин в управлении их безопасностью [Methods of diagnosis and risk analysis of metal lifting equipment to manage their security] Дис. ... д-ра техн. наук: 05.05.04. – Новочеркасск, 2007. – 355 с (in Russian).
МВ 0.00-7.01-05. Методичні вказівки з проведення магнітного контролю напружено-деформованого стану металоконструкцій підйомних споруд та визначення їх залишкового ресурсу [Guidelines for the control of magnetic stress and strain of lifting metal structures and determination of their residual life] 2005. – 58 с (in Ukrainian).
ГОСТ 30415-96. Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методом. – М.: Издательство стандартов [Nondestructive testing of mechanical properties and microstructure of metal magnetic method] 1997. – 11 с (in Russian).
Булычев С. И., Алехин В. П. Испытание материалов непрерывным вдавливанием индентора [Bulychev S. I. Alekhin V. P. Materials testing continuous indentation] М.: Машиностроение, 1990. – 224 с (in Russian).
Марковец М. П. Определение механических свойств металлов по твердости [Markovets M. P. Determination of mechanical properties of metals on the hardness] М.: Машиностроение, 1979. – 191 с (in Russian).
Иванова В. С. Усталостное разрушение металлов [Ivanova V. S. Fatigue of metals] М.: Металлургиздат, 1963. – 256 с (in Russian).
Лебедев А.А., Музыка Н.Р., Волчек Н.Л. Новый метод оценки деградации материала в процессе наработки [Lebedev A. A. Muzyka N. R. Volchek N. L. A new method of assessing material degradation in the process of use] Железнодор. Транспорт Украины. – 2003. – №5. –С. 30 – 33 (in Russian).
Дж. Коллинз. Повреждение материалов в конструкциях. Анализ. Предсказание. Предотвращение [D Kollins Damage to materials in constructions. Analysis. Prediction. Prevention] Пер. с англ. // М.: Мир, 1984. – 624 с (in Russian).
Гохберг М. М. Металлические конструкции подъемно-транспортных машин [Gohberg M. M. Metalware of cargo lifting and conveying machines] Л.: Машиностроение, 1976. – 299 с (in Russian).
- Z. Voyiadjis, P. I. Kattan. Damage Mechanics. 2005. – 241 p.
Young-Li Lee, Jwo Pan, Richard Hathaway, Mark Barkey. Fatigue testing and analysis. Theory and practice. Elsevier. – 2005. – 402 p.
